Для полноценной работы с ручным фрезером кроме самого инструмента, материала и соответствующего набора фрез необходимо иметь еще один компонент - приспособления. Чтобы фреза могла формировать заготовку в соответствии с замыслом мастера, - срезая материал именно там, где требуется, - она в каждый момент времени должна находиться в строго определенном положении относительно заготовки. Для обеспечения этого и служат многочисленные приспособления для ручного фрезера. Некоторые из них - самые необходимые - входят в комплект поставки инструмента. Другие приспособления для фрезерования, приобретаются или изготавливаются своими руками. При этом самодельные приспособления так просты, что для их изготовления можно обойтись и без чертежей, используя только их рисунки.
Параллельный упор
Наиболее используемым приспособлением, идущим к комплекте практически к каждому фрезеру, является параллельный упор, обеспечивающий прямолинейное движение фрезы относительно базовой поверхности. В качестве последней может выступать прямая кромка детали, стола или направляющей рейки. Параллельный упор может применяться как для фрезерования различных пазов, находящихся на пласти заготовки, так и для обработки кромок.Параллельный упор для ручного фрезера: 1 - упор, 2 - штанга, 3 - основание фрезера, 4 - винт стопорения штанги, 5 - винт точной настройки, 6 - подвижная каретка, 7 - винт стопорения подвижной каретки, 8 - накладки, 9 - винт стопорения упора.

Чтобы установить приспособление в рабочее положение, необходимо штанги 2 вдвинуть в отверстия станины 3, обеспечивая необходимое расстояние между опорной поверхностью упора и осью фрезы, и зафиксировать их стопорным винтом 4. Для точного позиционирования фрезы, нужно отпустить стопорный винт 9 и вращением винта точной настройки 5 установить фрезу в нужное положение. У некоторых моделей упора, размеры опорной поверхности можно менять, сдвигая или раздвигая опорные накладки 8.
Если к параллельному упору добавить одну простую деталь, то с его помощью можно фрезеровать не только прямолинейные, но и криволинейные пазы, например, обрабатывать круглую заготовку. Причем внутренняя поверхность бруска, расположенного между упором и заготовкой, не обязательно должна иметь округлую форму, повторяющую кромку обрабатываемой детали. Ей можно придать и более простую форму (рисунок "а"). При этом траектория движения фрезы не изменится.

Конечно, и обычный параллельный упор, благодаря выемке в центре, позволит ориентировать фрезер вдоль округлой кромки, однако положение фрезера может быть недостаточно устойчивым.
Направляющая шина по своим функциям схожа с параллельным упором. Как и последний, она обеспечивает строго прямолинейное движение фрезера. Основная разница между ними состоит в том, что шину можно установить под любым углом к кромке детали или стола, обеспечивая тем самым любое направление движения фрезера в горизонтальной плоскости. Кроме этого, шина может иметь элементы, упрощающие выполнение некоторых операций, например, фрезерование отверстий, расположенных на одинаковом расстоянии друг от друга (с определенным шагом) и т.п.
К столу или детали направляющая шина крепится струбцинами или специальными зажимами. Шина может быть укомплектована адаптером (башмаком), который соединен с основанием фрезера двумя штангами. Скользя по профилю шины, адаптер задает прямолинейное движение фрезы.
Иногда (при слишком близком расстоянии шины от фрезера) опорные поверхности шины и фрезера могут оказываться в разных плоскостях по высоте. Для их выравнивания некоторые фрезеры оснащают выдвижными опорными ножками, которые изменяют положение фрезера по высоте.
Подобное приспособление легко сделать своими руками. Самый простой вариант - это длинный брусок закрепленный на обрабатываемой детали струбцинами. Конструкцию можно дополнить боковыми упорами.

Положив брусок сразу на две, и более, выровненные заготовки, у них можно сделать пазы за один проход.

При использовании в качестве упора бруска, неудобно располагать брусок на определенном расстоянии от линии будущего паза. Этого неудобства лишены два следующих приспособления. Первое сделано из скрепленных вместе доски и фанеры. При этом расстояние от края упора (доски) до края основы (фанеры) равно расстоянию от фрезы до края базы фрезера. Но это условие соблюдается только для фрезы одного диаметра . Благодаря этому приспособление быстро выравнивается по линии края будущего паза.

Следующее приспособление можно использовать с фрезами разного диаметра, плюс при фрезеровании фрезер упирается всей своей подошвой, а не половиной, как в предыдущем приспособлении.


Выравнивание упора происходит по краю откидываемой на петлях доски и центральной линии паза. После фиксации упора, откидываемая доска откидывается, освобождая место для фрезера. Ширина откидываемой доски вместе с зазором между ней и упором (если он есть) должна быть равна расстоянию от центра фрезы до края базы фрезера. Если ориентироваться на край фрезы и край будущего паза, то приспособление будет работать только с одним диаметром фрезы.
При фрезеровании пазов поперек волокон, на выходе из заготовки, при фрезеровании открытого паза, нередки случаи задира древесины. Минимизировать задиры помогут следующие приспособления, которые прижимаю волокна в месте выхода фрезы, не давая им отщепиться от заготовки.


Две доски, строго перпендикулярно, соединяются шурупами. С разных сторон упора используются разные фрезы, чтобы ширина паза в приспособлении совпадала с шириной паза фрезеруемой детали.
Другое приспособление для фрезерования открытых пазов, можно сильнее прижать к заготовке, что еще больше минимизирует задиры, но оно подходит для фрезы только одного диаметра. Состоит оно из двух L-образных частей соединяемых на заготовке струбцинами.


Копировальные кольца и шаблоны
Копировальное кольцо - круглая пластина с выступающим буртиком, скользящим вдоль шаблона и обеспечивающим необходимую траекторию движения фрезы. Копировальное кольцо крепят к подошве фрезера различными способами: вворачивают его в отверстие с резьбой (такие кольца на фото ниже), вставляют усики кольца в специальные отверстия на подошве или прикручивают винтами.

Диаметр копировального кольца должен быть как можно ближе к диаметру фрезы, насколько это возможно, но при этом кольцо не должно касаться её режущих частей. Если диаметр кольца больше диаметра фрезы, то шаблон должен быть меньше чем готовые детали, чтобы компенсировать разницу между диаметром фрезы и диаметром копировального кольца.

Шаблон закрепляется на заготовке двухсторонним скотчем, затем обе части прижимаются струбцинами к верстаку. Закончив фрезерование, проверьте, что кольцо прижималось к краю шаблона в течение всей операции.
Можно сделать шаблон для обработки не всей кромки, а только для закругления углов. При этом, используя шаблон изображенный ниже, можно сделать закругления четырех разных радиусов.


На рисунке выше используется фреза с подшипником, но шаблон можно использовать и с кольцом, только либо кольцо должно точно соответствовать диаметру фрезы, либо упоры должны давать возможность отодвинуть шаблон от края на разницу радиуса фрезы и кольца. Это касается и более простого варианта изображенного ниже.


Шаблоны используются не только для фрезерования кромок, но и пазов на пласти.

Шаблон может быть регулируемым.


Фрезерование по шаблону - отличный метод для того, чтобы вырезать пазы для петель.


Приспособления для фрезерования округлых и эллиптических пазов
Циркули предназначены для движения фрезера по окружности. Простейшим устройством этого вида является циркуль, состоящий из одной штанги, один конец которой соединен с основанием фрезера, а второй - имеет винт со штифтом на конце, вставляющимся в отверстие, служащее центром окружности, по которой движется фреза. Радиус окружности устанавливается смещением штанги относительно основания фрезера.
Лучше конечно, чтобы циркуль был из двух штанг.

Вообще, циркули являются очень распространенным приспособлением. Существует большое количество фирменных и самодельных приспособлений для фрезерования по окружности, различающихся размерами и удобством пользования. Как правило, циркули имеют механизм, обеспечивающий изменение радиуса окружности. Обычно он выполняется в виде винта со штифтом на конце, перемещающегося по пазу устройства. Штифт вставляется в центральное отверстие детали.



Когда нужно фрезеровать окружность маленького диаметра, штифт должен находиться под базой фрезера, и для таких случаев используют другие приспособления, прикрепляемые к низу базы фрезера.

Обеспечивать движение фрезы по кругу с помощью циркуля довольно просто. Однако нередко приходится сталкиваться с необходимостью выполнения эллиптических контуров - при врезке зеркал или стекол овальной формы, устройстве окон или дверей арочного типа и т.п. Приспособление PE60 WEGOMA (Германия) предназначено для фрезерования эллипсов и окружностей.


Оно представляет собой основание в виде плиты, крепящейся к поверхности с помощью вакуумных присосок 1 или винтами, если характер поверхности не позволяет закрепиться с помощью присосок. Два башмака 2, движущиеся по пересекающимся направляющим, обеспечивают движение фрезера по эллиптической траектории. При фрезеровании окружности используется только один башмак. В комплект приспособления входят две монтажные штанги и кронштейн 3, с помощью которых производится соединение фрезера с плитой. Пазы на кронштейне позволяют установить фрезер таким образом, чтобы его опорная поверхность и основание плиты находились в одной плоскости.
Как видно из фотографий выше, фрезер использовался вместо лобзика или ленточной пилы, при этом, за счет высоких оборотов фрезы, качество обработанной поверхности получается гораздо выше. Так же при отсутствии ручной циркулярной пилы, фрезер может заменить и её.
Приспособления для фрезерования пазов на узких поверхностях
Пазы под замки и дверные петли, при отсутствии фрезера, выполняют с помощью долота и электродрели. Эта операция - особенно при изготовлении паза под внутренний замок - занимает немало времени. Имея фрезер и специальное приспособление, ее можно выполнить в несколько раз быстрее. Удобно иметь такое приспособление, которое обеспечивает фрезерование пазов широкого диапазона размеров.Для выполнения пазов в торце, можно изготовить простое приспособление в виде плоского основания, крепящегося к подошве фрезера. Его форма может быть не только круглой (по форме основания фрезера), но и прямоугольной. С двух его сторон нужно закрепить направляющие штыри, которые будут обеспечивать прямолинейное движение фрезера. Главное условие при их устройстве заключается в том, чтобы их оси находились на одной линии с центром фрезы. При обеспечении этого условия, паз будет располагаться точно по центру заготовки, независимо от ее толщины. Если потребуется сместить паз в ту или иную сторону от центра, на один из штырей нужно надеть втулку с определенной толщиной стенки, в результате чего паз сместится в ту сторону, с которой расположен штырь с втулкой. При использовании фрезера с таким приспособлением, его нужно вести таким образом, чтобы штыри прижимались с двух сторон к боковым поверхностям детали.

Если к фрезеру прикрепить второй параллельный упор, тоже получится приспособление для фрезерования пазов в кромке.

Но можно обойтись и без специальных приспособления. Для устойчивости фрезера на узкой поверхности, с двух сторон детали закрепляют доски, поверхность которых должна образовывать с обрабатываемой поверхностью единую плоскость. При фрезеровании фрезер позиционируется с помощью параллельного упора.

Можно сделать усовершенствованный вариант, увеличивающий площадь опоры для фрезера.


Устройство для обработки балясин, столбов и прочих тел вращения
Многообразие работ, которые выполняются ручным фрезером, диктует иногда необходимость самостоятельного изготовления устройств, облегчающих выполнение тех или иных операций. Фирменные приспособления не в состоянии охватить весь комплекс работ, да и стоят они довольно дорого. Поэтому самодельные приспособления для фрезера очень распространены среди пользователей, увлекающихся работой с деревом, а порой приспособления сделанные своими руками либо превосходят фирменные аналоги, либо вовсе не имеют фирменных аналогов.Иногда возникает необходимость во фрезеровании различных пазов в телах вращения. В этом случае полезным может оказаться приспособление, изображенное ниже.




Устройство служит для фрезерования продольных канавок (каннелюр) на балясинах, столбах и т.п. Оно состоит из корпуса 2, передвижной каретки с установленным фрезером 1, диска установки угла поворота 3. Работает приспособление следующим образом. Балясина помещается в корпус и закрепляется там с помощью винтов 4. Поворот на нужный угол и фиксация заготовки в строго определенном положении обеспечивается диском 3 и стопорным винтом 5. После фиксации детали, приводится в движение каретка с фрезером (по направляющим планкам корпуса), и осуществляется фрезерование паза по длине заготовки. Затем производится расстопорение изделия, поворот его на требуемый угол, стопорение и выполнение следующего паза.
Подобное приспособление можно использовать вместо токарного станка. Заготовка должна медленно вращаться помощником или простеньким приводом, например, из дрели или шуруповерта, а лишний материал снимается движущимся по направляющим работающим фрезером.
Приспособления для фрезерования шипов
Шипорезные приспособления используются для фрезерования профиля шиповых соединений. При изготовлении последних требуется большая точность, обеспечить которую вручную практически невозможно. Шипорезные приспособления позволяют быстро и легко выполнить профиль даже таких сложных соединений, как "ласточкин хвост".
На рисунке ниже представлен промышленный образец шипорезного устройства для изготовления трех видов соединений - "ласточкин хвост" (глухой и сквозной вариант) и сквозное соединение прямым шипом. Две сопрягаемые детали устанавливаются в приспособление с определенным сдвигом друг по отношению к другу, контролируемым штифтами 1 и 2, затем производится их обработка. Точная траектория фрезы задается формой паза в шаблоне и копировальным кольцом фрезера, которое скользит по кромке шаблона, повторяя его форму.




При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Как в производственных, так и в домашних условиях нередко возникает необходимость изготовить деталь, формы и размеры которой полностью идентичны исходному образцу. На предприятиях эта задача решается при помощи такого устройства, как копировально-фрезерный станок, который позволяет изготавливать копии исходной детали большими сериями, отличается высокой скоростью, а также качеством выполняемой обработки.
Что собой представляет процесс фрезерования
Копировально-фрезерные станки и любое другое оборудование фрезерной группы можно встретить практически на любом промышленном предприятии. Объясняется это тем, что операция фрезерования - это один из наиболее распространенных методов, используемых для выполнения механической обработки. Данная технология позволяет выполнять широкий перечень черновых, получистовых и чистовых операций с простыми и фасонными заготовками из черного, а также цветного металла, работать по дереву и пластику. На современном фрезерном оборудовании с высокой точностью и производительностью обрабатываются детали даже самой сложной формы.
Различают два основных типа фрезерования: встречное (подача и вращение инструмента разнонаправлены) и попутное (инструмент вращается в ту же сторону, что и осуществляется подача). Режущая часть инструментов, выполняющих фрезерование, изготавливается из различных материалов, что дает возможность не только успешно работать по дереву, но и выполнять обработку (шлифовку в том числе) даже самых твердых металлов и сплавов, искусственного и натурального камня.
Фрезерное оборудование подразделяется на два вида: общего назначения и специализированное, к которому и относится копировально-фрезерный станок.
Возможности копировально-фрезерного оборудования
Копировальный станок, относящийся к фрезерной группе, разработан для копировально-фрезерных работ с плоскими и объемными деталями. Кроме того, на таком устройстве можно выполнять гравировку фасонных профилей, наносить на изделия надписи и узоры (даже высокой сложности), осуществлять легкие фрезерные операции по дереву и другим материалам.

Используя инструменты с режущей частью из различных материалов, на копировально-фрезерных станках обрабатывают детали, выполненные из чугуна, разных сортов стали и цветных металлов. На таких устройствах для выпуска деталей мелкими и крупными сериями успешно производят лопатки турбореактивных двигателей и паровых турбин, гребные винты для судов, штампы вырубного и ковочного типа, рабочие колеса для гидротурбин, формы для прессования и литья, пресс-формы и т.д.
На копировально-фрезерном станке выполняются технологические операции, практически недоступные универсальному оборудованию. Принцип работы такого станка основан на методе копирования, для выполнения которого используется специальный шаблон. Применение шаблона исключает человеческий фактор при обработке даже сложнейших деталей, благодаря чему все готовые изделия имеют одинаковую форму и геометрические размеры. Что удобно, один шаблон можно использовать для точного изготовления большой партии деталей, которые будут полностью идентичны между собой.
Для того, чтобы копирование формы и размеров шаблона было максимально точным, на копировально-фрезерном станке устанавливают копир (пантограф для фрезера). Назначение такого устройства - точная передача всех движений копировальной головке режущему инструменту.
Как устроен копировально-фрезерный станок
Копировально-фрезерные станки, как упомянуто выше, используются для плоскостного (обработка профилей) и объемного (обработка рельефов) фрезерования. В качестве рабочего инструмента на них применяются фрезы, которые, обрабатывая контур или объемную поверхность детали, повторяют движения копира. Связь рабочего органа и системы слежения у ручных станков обеспечивается за счет механических, пневматических или гидравлических элементов, нужных для формирования усилия, передаваемого от копира на рабочий орган копировально-фрезерного станка.
Шаблоном на таких станках выступает плоская контурная или пространственная модель, деталь-эталон или контурные чертежи, а элементом, считывающим форму и размеры шаблона, - копировальный палец или ролик, специальный щуп, фотоэлемент. Для изготовления шаблона можно использовать алюминиевый лист или лист из другого металла, пластик или древесину. Шаблон и обрабатываемая деталь располагаются на вращающемся рабочем столе станка.

Рабочий орган копировально-фрезерного оборудования приходит в движение благодаря таким конструктивным элементам, как винт, золотниковый клапан, соленоид, дифференциал или электромагнитная муфта. Реле, устанавливаемые в усилительных устройствах копировально-фрезерных станков, бывают электромагнитными, гидравлическими или электрооптическими.
Качество обрабатываемой детали (шероховатость поверхности, точность формы и размеров) зависит от такого параметра, как скорость перемещения следящего устройства. При этом можно добиться следующих характеристик готового изделия: шероховатость – №6, точность профиля – 0,02 мм. Основными элементами исполнительной цепи такого оборудования являются электрический двигатель и гидравлический цилиндр.

Пантограф, устанавливаемый на копировально-фрезерном оборудовании, обеспечивает копирование в заданном масштабе. Конструкцию пантографа составляют направляющий палец, его ось, инструментальный шпиндель и отдельная ось вращения. Шпиндель и направляющий палец располагаются на одной рейке, от соотношения плеч которой зависит масштаб копирования.
Перемещаясь по контуру шаблона, палец приводит в движение рейку, свободно вращающуюся на оси. Соответственно, на другой стороне рейки шпиндель станка совершает идентичные движения, обрабатывая заготовку. На копировально-фрезерных станках, которые изготавливаются своими руками, такое устройство также не будет лишним, его наличие значительно увеличивает функциональность оборудования.
Разновидности станков копировально-фрезерной группы
Оснащение копировально-фрезерного станка может включать приводы различного типа. На основе этого параметра выделяют:
- оборудование с пантографом (пригодное для обработки деталей в 2–3 измерениях);
- устройства с копиром, закрепленным на поворотной рейке, перемещающейся в вертикальной плоскости;
- одно- и многошпиндельные станки, оснащенные поворотными столами круглой или прямоугольной формы;
- станки, подача на которых обеспечивается за счет механических, электрических, гидравлических устройств;
- фотокопировальное оборудование.
Самодельный копировальный станок может относиться к любому из этих типов (в том числе и к копировально-шлифовальным станкам). Надо только найти в интернете чертежи и подобрать комплектующие.

По степени автоматизации и способу фиксации обрабатываемой детали выделяют следующие категории копировально-фрезерных станков:
- ручные или настольные, на которых заготовка фиксируется механическим способом (на этих устройствах можно рассверливать отверстия различной формы в соответствии с шаблоном);
- автоматическое оборудование стационарного типа, заготовки на котором фиксируются при помощи пневматических прижимов (на таких станках работают с алюминием);
- автоматическое оборудование стационарного типа с пневматическими прижимами, на котором установлена трехшпиндельная головка (на этих копировально-фрезерных станках одновременно рассверливают тройные отверстия, что не позволяют выполнять агрегаты двух предыдущих типов).
Как работает копировально-фрезерный станок
Как было замечено выше, на копировально-фрезерном станке заготовка обрабатывается с помощью задающего устройства - копира. Все перемещения копира по контуру или поверхности шаблона передаются благодаря специальному (копировальному) устройству на рабочую головку станка, в которой закреплена фреза. Таким образом, режущий инструмент в точности повторяет все те движения, которые совершает копир, используемый для оснащения фрезера.

Движения элементов копировально-фрезерного станка в процессе обработки детали подразделяются на главные (вращение и перемещение шпинделя при врезании инструмента в материал заготовки, перемещение по контуру рабочего стола и салазок) и вспомогательные (движение шпиндельной головки, салазок и стола в ускоренном режиме, а также установочные перемещения, которые совершают трейсерный столик, копировальный палец, упоры и зажим, фиксирующий шпиндельную головку).
В копировально-фрезерных станках, работающих по алюминию, могут быть реализованы две схемы слежения: простое действие и действие с обратной связью. При реализации схемы прямого действия рабочий орган станка совершает движения за счет того, что он жестко связан с копиром. Схема обратного действия не предусматривает такой связи и перемещения от копира на рабочий орган передаются не напрямую, а через следящую систему.
Как уже говорилось выше, на копировально-фрезерных станках выполняют контурное и объемное фрезерование. При контурном фрезеровании движения копира происходят в плоскости, параллельной или перпендикулярной оси инструмента. В первом случае перемещение рабочего стола оборудования может быть только продольным, а фреза и копировальный палец двигаются вертикально. Во втором случае стол двигается как в продольном, так и в поперечном направлении. При объемном фрезеровании деталь обрабатывается поэтапно – благодаря нескольким передвижениям стола и инструмента, совершаемым в параллельных плоскостях.
Схема прямого действия может быть реализована и через пантограф, который позволяет уменьшать размеры готовых изделий по отношению к размерам используемого шаблона (масштабировать). Чаще всего такое дополнительное устройство, которое легко сделать и самому, устанавливают на станки, используемые для гравировочных и легких фрезерных работ.

Очередная вариация сделанного самостоятельно станка
Как изготовить копировально-фрезерный станок своими руками
Приобрести копировально-фрезерный станок для оснащения своей мастерской хотели бы многие домашние умельцы, но стоимость такого оборудования достаточно велика. Между тем, обладая желанием, затратив не так много времени, сил и финансовых средств, можно изготовить такое оборудование своими руками.
Естественно, самодельное копировально-фрезерное оборудование не сравнится с профессиональным по своей мощности, надежности и функциональности, но и на таких станках можно выполнять качественные копии, работать с их помощью по дереву и обрабатывать заготовки из других материалов. Многие пытаются приладить копирующее устройство к уже имеющемуся , однако это нецелесообразно, так как при этом приходится переделывать практически весь станок. Как показывает практика, свой самодельный станок копировально-фрезерного типа лучше собирать с нуля, подобрав для этого соответствующие комплектующие.
Ниже на фото приведен пример самодельного станка с дополнением в виде видео. Создатель станка ведет повествование по-английски, но в принципе все вполне понятно и без перевода.

Своими руками копировально-фрезерное устройство проще всего изготовить по типовой схеме, которая включает в себя несущую конструкцию – раму, рабочий стол и фрезерную головку. Приводом для обеспечения вращения рабочего инструмента является электродвигатель, передающий движение через двухступенчатый механизм, позволяющий получать две скорости. Рабочий стол этого самодельного устройства можно регулировать по высоте.
Многие из тех, кто копировально-фрезерный станок изготовил своими руками, отмечают, что при смене режимов работы, у такого оборудования начинает проявляться масса недостатков. Наиболее распространенными из таких недостатков являются вибрации рамы станка, искривление заготовки и ее прогиб, некачественное выполнение копирования и др. Чтобы избежать таких проблем, лучше всего делать копировально-фрезерное устройство узкоспециализированным и сразу настраивать его на обработку однотипных заготовок. Объясняется это тем, что самому учесть все недочеты, которые будут возникать у универсального оборудования при смене режимов работы, практически невозможно.
Фрезерование – это вид механической обработки материалов при помощи специального режущего инструмента – фрезы. Метод позволяет получить высокий квалитет точности и степень шероховатости обрабатываемой поверхности. К тому же его отличает значительная производительность.
Обработка поверхностей осуществляется методом встречного фрезерования, когда вращение режущего инструмента противоположно направлению подачи, и попутным фрезерованием – способом, при котором направление вращения фрезы и подачи идентичные. Используя фрезы с режущими кромками из современных сверхтвердых материалов, можно заменить операцию шлифования.
Фрезерное оборудование разделяется на универсальное и специализированное. В первом случае это станки общего назначения для выполнения продольного и непрерывного фрезерования, с инструментом, установленным на консоли и нет. Во втором – механизм для нарезания резьбы, шлицов, изготовления шестерен и шпоночных пазов и фрезерования по копиру.
В производстве зачастую возникает потребность в изготовлении нескольких штук, партии, а то и серии идентичных деталей. Для этого используют фрезерное оборудование, оснащенное пантографом.
В домашнем хозяйстве функции фрезерного станка, как правило, выполняет ручной фрезер. Для выполнения максимального перечня работ фрезер оснащается целым комплектом приспособлений. Основная оснастка поставляется вместе с оборудованием, дополнительная приобретается или изготавливается самостоятельно. Это самые различные упоры, прижимы, шаблоны. Но можно пойти еще дальше и изготовить копир для фрезерования объемных деталей.
Фрезерно-копировальное оборудование: принцип работы
Принцип работы такого устройства заключается в четкой передаче движений копировальной головки через профиль-держатель режущему инструменту.
Приобрести копировальный фрезерный станок довольно трудно, поэтому народные умельцы изготавливают его своими руками из подручных материалов. Все происходит методом проб и ошибок. Поэтому мастера советуют сначала собрать дупликарвер, а уж потом внедрять его в серийное производство. Как правило, этому этапу предшествует не одна серьезная подгонка и переделка.
Фрезерно-копировальное оборудование: сферы применения
На фрезерных копировальных станках можно обрабатывать не только плоские, но и объемные детали. С их помощью, наравне с простыми фрезерными операциями, можно выполнять гравировку, повторять рисунки, узоры и надписи. Конструкция станка довольно проста, и ее под силу изготовить любому мастеру.
Копировально-фрезерные станки позволяют обрабатывать не только деревянные детали, но и чугунные, стальные и пластмассовые заготовки, а также изделия из цветных металлов. Это обеспечивается качественным инструментом из быстрорежущей стали и твердых сплавов. Копировальный станок позволяет фрезеровать не только прямые, но и криволинейные поверхности. При этом детали получаются совершенно идентичные.
Фрезерно-копировальное оборудование: конструкция
Типовая конструкция копировально-фрезерного станка совершенно простая. Она состоит из рабочего стола и системы направляющих с зажимами для крепления фрезера и копира.
Изготовить универсальный копировально-фрезерный станок в домашних условиях довольно сложно, да и в этом нет большой необходимости. Для домашних условий создается обычно оборудование с узконаправленной специализацией.

Изготовление копировально-фрезерного станка: материалы
Чтобы создать дупликарвер в домашних условиях своими руками, следует начертить элементарный эскиз, который и станет руководством к дальнейшим действиям. Кроме того, нужно запастись некоторыми материалами. Это:
- Коленный цементированный полированный вал Ø 16 мм.
- Линейные подшипники в количестве 2 шт.
- Рельсовые направляющие длиной 900 мм – 2 шт. Для удобства крепления их длина принимается кратной 150.
- Разрезные линейные подшипники в количестве 4 шт. Желательно применение подшипников с поджимным винтом для регулировки плотности посадки на направляющую.
- Профильная труба 30×60 с толщиной стенки до 3 мм.
- Металлическая пластина длиной 900 и шириной 100 мм.
- Концевые стойки в количестве 2 шт.
- Подвижный элемент в виде пластины – 1 шт.
- Коромысло для крепления копира и фрезера – 2 шт. Длина выбирается произвольно.
- Подвижные муфты – 2 шт.
- Профильная труба 40×40 с толщиной стенки до 3 мм.
- Корончатая муфта для поворота детали и шаблона.
Изготовление копировально-фрезерного станка: инструмент
После этого нужно подготовить инструмент, который обязательно пригодится для сборки конструкции станка. Это:
- угловая шлифовальная машинка;
- отрезной и зачистной диск;
- сварочный аппарат;
- маска для сварки;
- лепестковый диск или щетка;
- саморезы для крепления рельсовых направляющих и подвижных элементов;
- электродрель;
- шуруповерт;
- измерительные инструменты: рулетка, штангенциркуль;
- кернер и чертилка.
Изготовление копировально-фрезерного станка: пошаговая инструкция
После того как все готово, начинается непосредственная сборка копировально-фрезерного станка.
Шаг №1
Из профильной трубы 30×60 необходимо отрезать два куска длиной 950 мм для крепления рельсовых направляющих. Запас в 50 мм нужен для установки концевиков, дабы исключить соскакивание линейных подшипников.
Шаг №2
Профильную трубу 40×40 нужно порезать на заготовки для основания. Руководствуясь имеющимся эскизом, нужно отрезать два куска по 1350 мм и два куска по 900 мм.
Шаг №3
Из этой же трубы необходимо отрезать небольшие стойки. Их линейный размер зависит от высоты обрабатываемых впоследствии деталей.
Шаг №4
Теперь необходимо убрать с труб ржавчину. Для этого можно воспользоваться лепестковым диском или щеткой.
Важно ! Перед использованием щетки обратите внимание на максимальное количество рабочих оборотов на ней и болгарке. Величина частоты вращения на щетке должна превышать число оборотов оборудования.
Шаг №5
После этого обвариваем все стыки и зачищаем швы зачистным кругом толщиной 6 мм.
Шаг №6
Затем необходимо добиться параллельности рельсовых направляющих. Для этого нужно сделать соединение стойки и основания рельсовой направляющей разъемным. Необходимо взять шайбу по внутреннему размеру стойки, приварить к ней гайку и вкрутить болт. Болт на этом этапе нужен для того, чтобы установить гайку с шайбой в полости трубы-стойки заподлицо и в строго вертикальном положении, а при ее сварке не повредить резьбу. Проделать это нужно со всеми четырьмя стойками.
Шаг №7
Стойки приварить к основанию.
Шаг №8
В основании рельсовой направляющей в месте соединения со стойками нужно просверлить отверстия: в верхней полке под головку болта, в нижней – под резьбу.
Шаг №9
Установить рельсовые направляющие на основание (трубу 30×60), предварительно просверлив отверстия, и закрепить саморезами по металлу.
Шаг №10
Произвести монтаж оснований с рельсовыми направляющими и затянуть болтами.
Шаг №11
Проверить параллельность направляющих. В случае ее отсутствия необходимо произвести регулировку путем подкладывания фольги разной толщины на стойки под направляющую.
Шаг №12
На металлической пластине нужно разметить и просверлить отверстия для крепления разрезных линейных подшипников и концевых стоек.
Шаг №13
После этого нужно изготовить подвижный элемент путем сварки к металлической пластине коромысел длиной 300 мм для щупа и фрезера, затем прикрепить к нему линейные подшипники.
Шаг №14
После этого подвижный элемент нужно надевать на полированный вал, по краям которого установить концевые стойки.
Шаг №15
Всю конструкцию необходимо установить на металлическую пластину шириной 100 мм и закрепить концевые стойки саморезами.
Шаг №16
Затем на металлическую пластину с нижней стороны необходимо установить разрезные линейные подшипники.
Шаг №17
После этого навесная конструкция надевается на рельсовые направляющие разрезными подшипниками и устанавливаются концевики.
Шаг №18
На окончание коромысел устанавливаются подвижные муфты и крепятся щуп и фрезер.
Шаг №19
Для того чтобы заготовка и деталь синхронно вращались, необходимо связать их муфтами. Для управления подойдет звездочка и коронка. Копировально-фрезерный станок готов. В конструкции достигнуто 5 степеней свободы. Перемещение по оси X обеспечивается движением конструкции по рельсовым направляющим, перемещение по оси Y – движением подвижного элемента по полированному валу, перемещение по оси Z – движением коромысел.
Дополнительно за счет подвижных муфт щуп и фрезер могут перемещаться влево и вправо по оси коромысла, и есть возможность синхронного движения шаблона и заготовки. Это дает возможность обрабатывать детали практически любой формы.
Копировально-фрезерные станки по металлу в массовом и серийном производстве
Копировально-фрезерные станки по металлу применяются в массовых производствах. С их помощью изготавливаются гребневые винты для кораблей, турбины двигателей с реактивной тягой, рабочие колеса насосов, штампы для кузнечно-прессового производства, заготовки для механического и литейного производства. В быту копировальное оборудование по металлу практически не используется.
Пантограф для фрезера: конструктивные особенности
Для масштабирования копировальных процессов существует специальное приспособление, называемое пантографом. Он облегчает процессы изготовления деталей с криволинейными поверхностями, позволяет выполнять орнаменты и узоры любой сложности в уменьшенном виде. Стоимость такого приспособления достаточно велика. Но сделать пантограф в домашних условиях своими руками вполне реально.
Пантограф для фрезера: принцип работы
Принципиальная схема пантографа выглядит довольно просто. Она представляет собой квадрат, разделенный пополам. Все соединения на шарнирах, поэтому все стороны подвижны, и квадрат при воздействии легко превращается в ромб. Нулевая точка, расположенная в одном из углов квадрата, закрепляется жестко. Относительно ее конструкция может видоизменяться, превращаясь в ромб. В середине квадрата устанавливается режущий инструмент. В противоположном углу квадрата по диагонали закрепляют копир. Расстояние от нулевой точки до фрезы составляет некую величину А, а до копира 2А. Это дает масштаб 2:1. Линейный размер длинных и коротких сторон пантографа тоже должен отличаться друг от друга в 2 раза.
Пантограф для фрезера: материалы
Для того чтобы изготовить пантограф своими руками, потребуются следующие материалы:
- Квадратный металлический профиль 12×12
- Подшипник 180201.
- Втулки под наружную обойму подшипника.
- Пальцы по внутреннему размеру подшипника и резьбой М12.
- Гайка М12.
- Болты М6×45
- Гайки М6.
- Втулка под закрепление копира.
- Профильная труба 40×40
- Петля металлопластикового окна.
- Краска.
- Малярный скотч.
- Металлическая пластина.
- Винт для фиксации копира.
Пантограф для фрезера: инструмент
Кроме перечисленных материалов, необходим инструмент:
- Ручной фрезер.
- Угловая шлифовальная машинка.
- Сварочный аппарат.
- Гаечные ключи.
- Мерительный инструмент.
Пантограф для фрезера: поэтапная инструкция изготовления своими руками
Приступаем к непосредственному изготовлению пантографа.
Этап №1. Резка заготовок
Необходимо разметить и отрезать квадратный профиль по рассчитанным размерам. Для удобства можно воспользоваться малярным скотчем и металлической пластиной. Скотч даст возможность четкой разметки, а пластина поможет сделать ровный и качественный рез. Заготовки для площадки под фрезер нужно отрезать под прямым углом, а на отрезках профиля для шатунов делать скос для максимального прилегания втулки подшипника.
Этап №2. Сверление технологических отверстий
На всех заготовках необходимо снять фаски и просверлить отверстия Ø 6,2 мм для дальнейшего соединения их в конструкцию.
Этап №3. Сварка площадки под фрезер
После этого нужно сварить площадку под фрезер.
Этап №4. Изготовление шатунов
На доске необходимо сделать подобие кондуктора и жестко закрепить все свариваемые детали. Для этого в доске сверлится отверстие, а подшипник во втулке зажимается болтом, квадратные профили шатунов крепятся струбцинами. Предварительно между ними необходимо вставить две шайбы и скрепить болтами. После этого все стыки конструкции обвариваются и зачищаются. Затем нужно разрезать подшипниковую втулку между квадратными профилями на каждом шатуне. Болты М6, шайбы и подшипники необходимо снять. На рамку необходимо приварить крепление для фрезера, а на короткий шатун в точке, противоположной нулевой – удлинитель для масштабирования. Шатуны можно окрасить для придания эстетичного вида.
Этап №5. Изготовление узла для крепления копира
Теперь необходимо выточить две втулки с внутренним диаметром, аналогичным размеру копира. С боковой стороны просверлить отверстие и нарезать резьбу для установки винта, фиксирующего копир. После этого нужно отрезать два кусочка квадрата 12×12 длиной 20–30 мм и приварить их на боковой стороне между втулками. Размер между квадратами должен составлять 12 мм.
Этап №6. Изготовление механизма подъема подшипника
Необходимо изготовить узел подъема подшипника. Для этого палец нулевой точки нужно приварить на кусок профиля 12×12 и закрепить к профильной трубе 40×40 при помощи петли с металлопластикового окна. Профильная труба будет служить местом крепления пантографа к столу струбциной.
Этап №7. Сборка пантографа
Подшипники нужно установить во втулки и надежно закрепить, стянув квадратные профили шатунов болтами М6. При помощи пальцев необходимо собрать шатуны в единую конструкцию. Закрепить пантограф на столе струбциной и установить фрезер. Устройство готово к работе.
Режущий инструмент для фрезерных работ: копировальные фрезы
Копировальные фрезы – инструмент, на котором, кроме режущей части, присутствует подшипник. Его размер равен диаметру режущей части фрезы. Подшипник может располагаться как в верхней, так и нижней части фрезы. Инструмент так и классифицируется. Стоит учесть, что маркировка означает положение подшипника при обычном размещении фрезы – хвостовиком вверх.
Служат они для выполнения копировальных работ по шаблону. При использовании фрезы с верхним подшипником шаблон располагается сверху детали, если с нижним положением подшипника, то снизу.
Работа ручным фрезером предполагает применение любых фрез. Это безопасно. Единственное, что при использовании режущего инструмента с верхним подшипником следует обращать внимание на вылет фрезы, чтобы не повредить верстак.
Фрезерование на деревообрабатывающем станке предусматривает использование фрез только с нижним положением подшипника. Это связано с тем, что у фрезы с верхним положением подшипника открытая вращающаяся режущая часть оказывается в зоне заготовки. Неосторожное движение может привести к серьезной травме. Такие фрезы применяются на станках только в особых случаях с максимальным соблюдением правил ТБ.
Копировально-фрезерные станки – это уникальное оборудование, с помощью которого выполняются сложнейшие работы по изготовлению идентичных деталей. Но для работы в домашних условиях можно изготовить несложные аналоги такого оборудования и приспособлений, которые помогут в быту или небольшом бизнесе.
В современном мире зачастую возникает необходимость создания копии чего-то или воспроизведения и повторения чего-либо. Для этой цели на многих предприятиях широко используются копировально-фрезерные станки, которые предназначаются для создания изделий, форма которых в наибольшей степени соответствует заданному исходному образцу. Они позволяют производить детали большими тиражами, при этом обеспечивая высокую скорость обработки и изготовления каждого элемента.
Особенности процедуры фрезерования
Фрезерование - это один из распространенных методов механической обработки. С помощью фрезерования проводят черновую, чистовую и получистовую обработку фасонной и простой поверхности заготовок из стали, цветного металла, чугуна и пластмасс. Фрезерование характеризуется высоким уровнем производительности, что позволяет в конечном результате получать изделия правильной геометрической формы.
Фрезерование может осуществляться двумя способами: процедура встречного фрезерования (против подачи), когда подача противоположна направлению вращения фрезы, и фрезерование попутное (по подаче), когда совпадают направления вращения фрезы и подачи. Используя фрезы, которые оснащены современными режущими материалами (минераллкерамикой, синтетическими сверхтвердыми), вы можете обрабатывать материалы, что закалены до высокой твердости, заменяя этим самым процедуру шлифования.

Фрезерные станки предназначаются для фрезерования поверхностей рычагов, планок, корпусов, крышек и кронштейнов простой конфигурации, сложной конфигурации контуров (типа шаблонов, кулачков), поверхностей корпусных деталей. Фрезерные станки разделяются на две основные категории: станки общего назначения и аппараты специализированные. К первой группе относятся станки продольно-фрезерные, консольные, бесконсольные и непрерывного фрезерования. Во вторую категорию входят станки резьбофрезерные, зубофрезерные, шлицефрезерные, шпоночно-фрезерные и копировально-фрезерные.
Предназначение копировально-фрезерного станка
Копировально-фрезерные станки принято использовать для выполнения копировальных работ по объему и на плоскости, а также по объему с применением объемных моделей и соответствующих копиров, для гравирования разных фасонных профилей, узоров, орнаментов и надписей, а также для легкой фрезерной работы. Бесспорный плюс подобных агрегатов в том, что он способен выполнять при собственном простом устройстве невероятно сложные узоры.
На станке можно совершать различные фрезерные работы по стали, чугуну и цветным металлам с помощью быстрорежущего и твердосплавного инструмента в условиях крупно- и мелкосерийного производства. На подобных станках изготовляются гребневые винты судов, лопатки турбореактивных двигателей и паровых турбин, рабочие колеса гидротурбин, вырубные и ковочные штампы, прессовые и литейные формы, разные кулачки, штампы, пресс-формы, металлические модели и заготовки.

Такое оборудование используется также для сверления отверстий под рукоятки, замки, шпингалеты, металлические петли, а также выполнение рамок для зеркал и каналов любого размера на пластиковых и алюминиевых профилях, как на видео о копировально-фрезерных станках. На универсальных станках процедура обработки подобных изделий является практически невозможной.
Копировально-фрезерный станок предназначается для фрезерования криволинейных деталей методикой копирования по шаблону, с которого копируется форма будущего изделия. Использование шаблонов позволяет исключить при такой сложнейшей операции влияние человеческого фактора, и все готовые детали как следствие имеют одинаковую форму.
Для изготовления нескольких полностью идентичных изделий можно не только использовать единый шаблон, но и все последующие детали изготовить по образцу первой. Однако для самого точного повторения рекомендуется дополнить станок копирующим устройством, которое называется пантографом. Его конструкция бывает различной, но функция одна во всех случаях - точнее передать вдоль профиля движение копирующей головки режущему устройству.
Конструкция копировально-фрезерного станка
Копировально-фрезерный станок предназначен для обработки профилей (фрезерование плоскостное) или рельефов (фрезерование объёмное) изделий с помощью режущего твердосплавного инструмента — фрезы. Фреза воспроизводит на изделии контур или поверхность задающего устройства — копира. Задающее устройство ручного копировально-фрезерного станка имеет пневматическую, механическую или гидравлическую связь с системой слежения, которая отвечает за направление режущего инструмента, с одной стороны действуя на усилительное устройство, а с другой оказывая воздействие на исполнительный орган.
В качестве копира может выступать плоский шаблон, пространственная модель, эталонная деталь, контурный чертеж, а копировальным устройством служит щуп, копировальный ролик или палец, фотоэлемент. Образцы для копирования могут быть изготовлены из металла, пластмассы или древесины. Обрабатываемая деталь и копир закреплены на вращающемся столе.

Исполнительным органом может выступать золотник, винт, соленоид, электромагнитная муфта, дифференциал. В усилительных устройствах копировально-фрезерных станков используют электромагнитные, гидравлические или электрооптические реле. Шероховатость поверхности заготовки и точность профиля находятся в зависимости от скорости передвижения следящего устройства: достигается шероховатость №6 и точность профиля 0,02 миллиметра. Привод исполнительной цепи совершается от силового гидроцилиндра и электродвигателя.
Копирование в установленном масштабе проводится при помощи специального устройства под названием пантограф. Если вас интересует, как в домашних условиях сделать самому копировально-фрезерный станок, то можете его дополнить этим устройством. Пантограф имеет конструктивно направляющий палец, который расположен на оси и перемещается по копиру, ось вращения и инструментальный шпиндель. При перемещении по копиру пальца на заготовке шпиндель описывает геометрически подобную фигуру. А масштаб копирования определяется пропорциями плеч пантографа.
Виды копировально-фрезерных станков
По виду привода различают такие основные типы копировально-фрезерных станков: с пантографом, что предназначен для работы в 2 и 3 измерениях; универсальные аппараты с пантографом, который расположен на поворотном рукаве в вертикальной плоскости; одно- и многошпиндельные агрегаты с прямоугольным и круглым столом; с механической подачей, электро- и гидрофицированные, а также фотокопировальные.

Выделяют несколько видов подобных фрезерно-копировальных станков, которые различаются по уровню автоматизации и прижиму обрабатываемой заготовки:
- Ручной или настольный копировально-фрезерный станок с механическим прижимом профиля. При его помощи можно производить процедуру рассверловки отверстий различной формы по шаблону, однако для тройных отверстий потребуется трехшпиндильная насадка на станок или дрель.
- Автоматический (стационарный) фрезерно-копировальный станок с пневматическим прижимом профиля. Такие станки также не позволяют проделать тройные отверстия для установки ручек и, как правило, используются для производства алюминиевых конструкций.
- Автоматический (стационарный) фрезерно-копировальный станок с пневматическим прижимом профиля и 3-шпиндельной насадкой для проведения рассверловки тройных отверстий.
Принцип работы копировально-фрезерного станка
Обработку изделий на копировально-фрезерном станке проводят по задающему устройству (копиру), действие которого вызывает через копировальное устройство соответствующее перемещение относительно заготовки специального режущего инструмента. Через копировальное устройство копир воздействует на исполнительные органы, при этом заготовка и фреза воссоздают в относительном движении поверхность, которая задана на копире.
Главными движениями являются вращение шпинделя, перемещение стола и салазок по контуру, движение шпиндельной головки при врезании. Вспомогательные движения — ускорение перемещения салазок, шпиндельной головки и стола, установочные перемещения на столе трейсерного столика, упоров, копировального пальца и зажим шпиндельной головки.

Копировально-фрезерные станки по алюминию способны работать по 2 схемам слежения: действия с обратной связью и простого действия. Копировальный щуп и фреза в схеме простого действия между собой жестко связаны, и фрезе передается перемещение щупа по копиру. Отклонение копировального щупа в схеме с обратной связью вызывает рассогласование в положении копировального щупа относительно фрезы.
Результат подобного рассогласования поступает в специальную следящую систему, которая исполнительному устройству выдает сигнал на корректировку траектории движения инструмента. Жесткой связи фрезы и копира в этом случае нет, и копир силы резания не воспринимает, а только передает исполнительным органам соответственный сигнал.
Существует две разновидности копировального фрезерования — объемное и контурное. Кривая копира при контурном копировании может размещаться в плоскости, что параллельна или перпендикулярна оси фрезы. Стол в первом случае с копиром и заготовкой перемещается в продольном направлении, контроль изменения кривой совершается благодаря вертикальному перемещению врезы и копирного пальца. Стол с копиром и заготовкой во втором случае перемещается в поперечном и продольном направлении соответственно форме кривой линии копира.

Сложная пространственная поверхность заготовки при объемном копировании обрабатывается фрезой последовательно, посредством нескольких параллельных ходов стола, то есть контурное копирование выполняется при каждом рабочем ходе. В конце прохода фреза смещается относительно заготовки перпендикулярно строке на величину поперечной подачи, затем происходит следующий рабочий ход.
Также существуют копировально-фрезерные станки прямого действия, в которых щуп фрезе передает движение через пантограф. Подобные станки в основном используют для легких гравировальных и фрезерных работ. При использовании пантографа можно проводить, кроме копирования, уменьшение масштаба заготовок по отношению к копиру. Перемещение копировального щупа по копиру, который установлен на столе станка, передается шпинделю, что при обработке заготовки описывает контур, подобный геометрически копиру.
Копировально-фрезерный станок своими руками
В настоящее время на рынке представлены фрезерно-копировальные станки самой разной конструкции и уровня сложности. Однако купить таковой не всегда возможно, да и цена копировально-фрезерного станка достаточно велика. Поэтому часто перед нами возникает вопрос, как изготовить копировально-фрезерный станок в домашних условиях.
Безусловно, самодельные станки не могут с промышленными моделями полностью конкурировать, но все-таки они являются работоспособными и позволяют изготовить высококачественные копии. Хочется сразу оговориться, что копирующее устройство приспособить к промышленному фрезерному устройству будет очень сложно, и это касается, прежде всего, кардинальной переделки всего аппарата. Поэтому самодельный копировально-фрезерный станок собрать проще всего практически «с нуля» при использовании системы тяг и электрического двигателя с зажимным патроном для фрезы.
Конструкций копировально-фрезерных станков может быть много. Типовая конструкция аппарата следующая: станок конструктивно состоит из рабочего стола, несущей рамы и фрезерной головки. Рабочая поверхность может регулироваться по высоте, фрезерная головка оборудована электрическим двигателем привода и передаточным двухступенчатым механизмом, который обеспечивает две скорости фрезерного вала.
Многие домашние хозяева сетуют, что при копировании изделия получившаяся деталь имеет много изъянов и несоответствий, которые появились при смене направления фрезы, вибрации и дрожании опорной конструкции. Неприятностей добавляют прогибания и искривления заготовки, что связаны с увеличением внутреннего напряжения из-за выборки дерева. Избежать всех недочетов при изготовлении самодельного копировально-фрезерного станка невозможно. Просто рекомендуется делать копировальный станок узкопрофильным, а не универсальным.

Самодельный копировально-фрезерный станок должен быть оптимизированным под производство конкретных изделий, которые необходимы именно вам. К примеру, для эффективного изготовления деревянной части ружья и винта для пропеллера требуются различные технические решения, их не получится в одном станке объединять, и возникнуть могут побочные, трудноисправляемые эффекты. Таким образом, практичнее станки собирать под какие-то определённые задачи. Такой подход может вам избежать многих затрат и трудностей.
Немаловажный фактор - это размер станка. Чем вы большее изделие планируете обрабатывать, тем конструкция должна быть массивнее. Необходимо, чтобы вибрации, которые передаются от привода фрезы, поглощались весом опорной конструкции станка. Нагрузки должны выдерживаться направляющими осями, которые также должны иметь запас прочности и не прогибаться. Оптимальные параметры при проектировании копировально-фрезерного станка своими руками подбираются опытным путём, это обеспечивает плавный ход фрезы.

При конструировании копировально-фрезерного станка определите вид деталей, которые будете изготавливать. Для выполнения граверной работы и для фрезерования длинных изделий требуется разный рабочий стол и метод закрепления на нем заготовок с шаблоном. Свобода перемещения в различных плоскостях режущего инструмента зависит от вида рабочего стола.
От изготавливаемых деталей и их материала зависит мощность электродвигателя, который вращает фрезу и устанавливается на самодельном копировально-фрезерном станке. Для гравировки и фрезерования деревянных изделий достаточно 150-200 ваттного электрического мотора постоянного тока.
Для обеспечения процедуры точного копирования нужно между собой жестко соединить копирующий щуп и устройство, закрепив в нем режущий инструмент. При этом их высота и плоскости над рабочим столом должны совпадать полностью. Созданную жесткую конструкцию следует установить над рабочим столом таким способом, чтобы она могла перемещаться в вертикальной и горизонтальной плоскости вдоль осей, которые создаются условно сторонами рабочего стола.
В современном мире, в сообществе людей любящих делать вещи своими руками и при этом не чурающихся технологий, чрезвычайно популярна такая вещь как настольный ЧПУ-станок. Хоть эти устройства стали и достаточно доступны, но все еще остаются дорогими. Самый дешевый китайский вариант, на сегодняшний день, обойдется вам в 700-800 американских денег и он наверняка не заработает сразу из коробки, а потребует приложить усилия для доведения его до ума. Изготовление станка с ЧПУ самостоятельно может обойтись дешевле, но обычно требует доступа к разного рода деревообрабатывающему и металлообрабатывающему оборудованию и умения с его помощью изготовлять детали с высокой точностью.
Но люди всегда ищут способов достичь цели доступными средствами.
В некоторых задачах для станков с ЧПУ, а именно когда нужно повторить многократно одну и ту же деталь, может помочь изобретенный еще в 1603 году Кристофом Шейнером пантограф - устройство для копирования карт, планов и других векторных рисунков.

Классический пантограф состоит из двух вершин, в одной из которых закреплена рукоятка-указка, с помощью которой обводят копируемый рисунок. Во второй закреплен пишущий инструмент, который через систему рычагов и шарниров повторяет движения первой вершины рисуя копию на втором листе. Зачастую в пантографы заложена функция масштабирования оригинального изображения.
Простая и гениальная идея. Теперь, а как скопировать некий объемный объект? Для этого нужно добавить в пантограф связь по Z-координате и заменить карандаш на бормашину, а лучше высокоскоростной шпиндель, и мы получим 3D пантограф.

Станки для копирования деревянных изделий на таком принципе производит например американская фирма Gemini да только цены на них такие, что за эти деньги можно купить неплохой ЧПУ-станок из Китая. Поэтому интересней чего в этой области достигло DIY сообщество.

Франк Форд (Frank Ford) занимается изготовлением акустических гитар. При этом ему приходится делать множество идентичных гитарных частей, таких как держатели для струн. Устав делать это вручную, но не желая заморачиваться с покупкой и настройкой ЧПУ, он изготовил для себя дупликатор . Т.к. ему была важна высокая точность копирования, его инструмент сделан целиком из металла. Щуп, которым снимается форма и шпиндель закреплены на общей раме, которая перемещается только по оси Z. Перемещение по осям X и Y осуществляются с помощью стола, на котором закреплены заготовки. Еще оригинальным в его конструкции является то, что в качестве шпинделя он использует пневматический привод работающий на 40 000 оборотах в минуту.
Тем не менее, хоть это и самодельный, но все еще дорогой вариант 3D пантографа. Есть и подешевле.

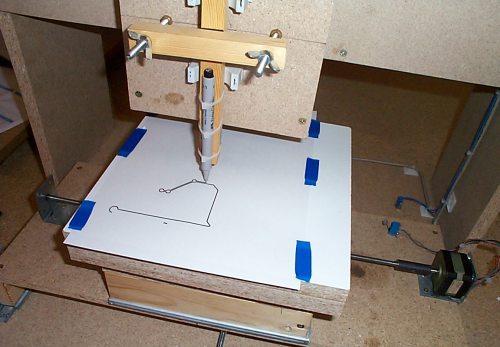
Например Адран (Adran), мечтая о собственном станке с ЧПУ, но не имея на это средств. Сконструировал себе дупликатор из бормашины Dremel, трех металлических направляющих и деревянных планок стандартных размеров из магазина. В качестве щупа используется обычная отвертка. Его конструкцию можно легко повторить, т.к. он выложил чертежи и все этапы изготовления на сайте Instructables.

Однако ручная бормашинка, не самый удачный инструмент для такой работы, скорость снятия материала у нее маловата. Вот Маттиас Вандель (Matthias Wandel) из Канады использовал в своем 3D пантографе ручной фрезер. Что дало ему достаточную мощь для быстрого копирования предметов в дереве. В качестве примера работы с таким дупликатором вот его видео, где он делает копию формы старого дискового телефонного аппарата (английский язык).
Его конструкцию так же можно повторить, т.к. он выложил чертежи и инструкции по изготовлению на свой сайт Woodgears.ca. Даже если вы не дружите с английским, там легко можно понять весь процесс по многочисленным фотографиям.
Если тема 3D пантографов вас заинтересовала, то на англоязычных ресурсах примеры таких устройств можно найти по тегам: carving duplicator, duplicarver, pantorouter.